
Abstract
A metal component fabricated by additive manufacturing (AM) is generally required to be heat treated to enhance microstructural and mechanical aspects. This present study aims to contribute to the literature in understanding the effect of heat treatment and various heat treatment temperatures on as-built components fabricated by AM. In this study, various heat treatment temperatures were applied to 316L stainless steel specimens produced by selective laser melting (SLM) and the effects on the microstructure, microhardness, XRD response, porosity, and wear behavior were investigated. The microhardness, XRD, and wear response of SLM 316L were compared with those of wrought 316L. The results illustrate that the heat treatment temperature has a substantial effect on the evolution of microstructure, XRD response, and porosity. Our results also support the argument that the effect of porosity on wear behavior is more dominant than the effect on microhardness. It should also be noted that the wrought 316L stainless steel specimen shows much better wear resistance than SLM 316L specimen.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Selective laser melting (SLM), a powder-based variant of additive manufacturing (AM), is the name ascribed to the process of fabricating bespoke designs by melting powder particles using a guided laser source [1]. SLM enables the fabrication of any complex shape, which is otherwise difficult to envisage with present conventional techniques [2]. Particularly, the processing of expensive materials with conventional subtractive techniques such as turning and milling results in the production of chips, is nearly absent in the AM process, reducing the production cost considerably [3]. Thanks to this advantage, it is increasingly gaining popularity in different industries, such as biomedical, automotive, and aerospace [4]. Among the various AM methods [5, 6], laser powder bed fusion, particularly SLM is a widely used technique to fabricate metallic alloys, especially steels [7].
Although the advantages of SLM are reasonably large, the drawbacks of this laser powder bed additive manufacturing process hinder its full acceptance in many industrial applications [8]. In SLM, parts experience a large thermal cyclic effect that results in a high stress concentration that further generates inappropriate surface roughness, high residual stresses, inaccurate dimensions, and large porosity [9]. SLM parts may also have many defects and stress risers such as internal voids, partially melted powders, internal cracks, changes in chemical composition, and thermal stress [8,9,10]. These untoward characteristics lead to unfavorable mechanical and functional features in the as-fabricated SLM structures [11, 12]. In particular, it has been noticed that the processing parameters have a profound effect on the wear behavior of the parts fabricated by SLM. Even with optimized parameters, the functional properties are insufficient to meet the tight standards practiced in many critical industrial applications. Post-processing operations are therefore required to enhance the mechanical and functional aspect of materials fabricated by the SLM method [13]. Some common post-processing operations that have been applied previously include heat treatment [14, 15], electrochemical polishing [16], laser polishing [17], shot peening [18], and grinding [19].
Vrancken et al. [14] demonstrated the positive influence of different heat treatments on the microstructural and mechanical aspects of titanium components produced by the SLM process. Stefan et al. [20] investigated the influence of heat treatment on the failure response, and the altered microstructure of the titanium components was observed to have a positive impact on the part’s strength. In addition, there are other studies on the influence of the intrinsic SLM parameters on the wear behavior. Sun et al. [21] investigated the influence of scanning speeds on the wear and corrosion response of SLM 316L stainless steel. In their study, they found that the effect of porosity on the wear behavior was more dominant than the effect of microhardness [21]. However, to the best of the authors’ knowledge, the influence of heat treatment on the wear response of SLM 316L stainless steel has not yet been reported.
316L stainless steel has been extensively produced by the SLM method [22, 23] due to the superior mechanical properties obtained and its extensive applications in several industries, especially in corrosive ambient. Considering the wide application of 316L, particularly biomedical applications, its wear resistance needs careful consideration. Here, the influence of various heat treatment temperatures on the microstructure, XRD, porosity, microhardness, and wear response of SLM 316L is investigated and discussed. It was observed that the heat treatment substantially altered the final microstructure and mechanical response of the as-built specimen.
2 Materials and methods
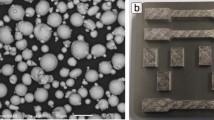
The specimens were composed of 316L stainless steel powder (Renishaw 316L-0407) [24] and produced by the SLM using Renishaw AM250 under Ar atmosphere. A round bar 15 mm in diameter and 50 mm in length was chosen for analysis. The particle size of powder used in this experiment was found to be in the range of 14–45 μm in diameter. The experiment was carried out with a laser power of 200 W, a layer thickness of 50 μm, a hatch distance of 110 μm, a point distance of 60 μm, an exposure time of 80 μs, and by using meander hatch pattern strategy. Although these parameters were recommended by Renishaw, various parameters for fabricating this material have been used by AM community in the literature [25, 26]. Wrought 316L stainless steel 20 mm in diameter was received in an extruded condition. Table 1 shows the chemical composition of SLM 316L and wrought 316L. The heat treatments were performed in a vertical furnace at a heating rate of 10 °C min−1 in a controlled atmosphere. Table 2 shows the heat treatment condition and temperature used in this present study. It should be noted that these heat treatment parameters and temperature were selected based on previous studies in the literature [27, 28].
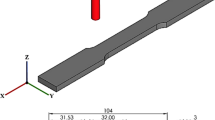
The sliding wear tests were conducted using a reciprocating tribometer. The wear tests were conducted for 40 min under a contact load of 15 N and a stroke length of 6 mm at room temperature in an air atmosphere without any cooling or lubricant. A tungsten carbide ball (WC 94%, CO 6%) with a diameter of 6 mm was used as a counterface material during the reciprocating wear test. As the hardness of the ball was much higher than the hardness of the specimens, no wear of the carbide ball was observed during the test and therefore, it had no effect on the wear behavior of the specimen. A schematic representation of the wear test is shown in Fig. 1. The tests were repeated to make sure that data presented is repeatable. The microstructure, porosity, and wear morphology images were obtained using a 3D Keyence VHX-6000 optical microscope. Metallographic characterization of the specimens is described elsewhere [29]. Furthermore, scanning electron microscopy (SEM) was used to characterize the microstructure. Figure 2 shows the microstructure of wrought and SLM as-built specimen. While the grains and grain boundaries are visible in the microstructure of the wrought specimen, cellular dendritic structures and columnar grain structures are visible in the microstructure of SLM as-built specimen. The ASTM E 384 standard was followed for the hardness test by using Future-Tech FM310e. Microhardness of each specimen was determined by an average of 10 measurements with a load dwelling time for 15 s and a testing load of 100 gf was used. The porosity of each specimen was evaluated by a Keyence digital optical microscope equipped with an image analyzing software. The polished surface was first examined under the microscope and imaged via a digital camera. The image was then analyzed by the software using the contrast difference in the gap and non-gap areas, and porosity values were obtained as a percentage. It needs to be noted that porosity measurements were repeated five times from different regions of the specimen and average results are presented. X-ray diffraction (XRD) analysis was conducted with a Bruker AXS D2 Phaser with a CuKα1 wavelength (λ) of 1.54060 Å. The scanning 2θ angle was between 30° and 58° based on Bragg’s law.

Schematic representation of the wear test

The microstructure of wrought 316L (a) and SLM as-built 316L material (b)
3 Results and discussion
3.1 Microstructure
The refined microstructure along the build plane post heat treatment can be seen in Fig. 3. The shapes and boundaries of melt pools can be easily distinguished in the as-built specimen under an optical microscope. Moreover, the cellular structures can be seen within a melt pool encompassing several layer thicknesses, as shown in the inset figure of the as-built specimen. SEM images clearly shows fine sub-grain cellular and band structures. When the HT-1 condition was applied, the melt pools and their boundaries with cellular and band structures were still visible as proven by SEM images, suggesting an insignificant change in the microstructure. This is mainly because of the low heat treatment temperature compared with the melting point of the specimen. When the specimen was subjected to the HT-2 condition, the melt pool boundaries became nearly indistinguishable and lacked cellular structures as SEM images evidently show. In this condition, the grain type morphology was created with new grains and the grain boundaries can be seen in the microstructure of the treated specimen. The application of HT-3 was found to have the strongest influence on the microstructure among all the treated samples. Here, the melting pool and corresponding sub-structures and its boundaries completely disappeared and the formation of recrystallized grains with coarse morphology appeared across the whole specimen. Due to the treatment of the specimen at high temperature, the coarser grains in HT-3 were obvious in comparison with HT-2.

The microstructure of SLM as-built and heat-treated specimens (build plane)
Figure 4 shows the impact of heat treatment on the microstructure of the scanning plane of the 316L specimen. The effect of HT-1 on the scanning plane was quite limited, with a clear appearance of the laser scanning paths. On the other hand, with HT-2, the laser scanning paths became partially indistinct and new grains began to form. Finally, post HT-3 treatment, the laser scanning paths completely disappeared and the grain boundaries became apparent. The changes in the microstructure with heat treatment were found to be similar in the two planes and the HT-3 condition was found to be the most effective on account of the grain formation.

The microstructure of SLM SLM as-built and heat-treated specimens (scanning plane)
316L material is a single-phase austenite material, but as a result of heat treatment and specific processes, martensite phase can be seen in the structure of the material [9]. Some ferrite formation may also be observed in the structure of the material due to the rapid solidification and the existence of chemical elements conducive for ferrite formations with Si, Cr, and Mo. It is stated that the heat treatment causes a decrease in ferrite density and therefore reduces the hardness of the material [30].
3.2 Microhardness
Microhardness is an important mechanical property for metallic materials subjected to friction and contact applications [31]. The variation in the microhardness resulting from the various heat treatment temperature is shown in Fig. 5. The findings show that there is a strong relationship between heat treatment temperature and the microhardness of the SLM specimens. The increase in the temperature applied in the heat treatment tended to decrease the microhardness value. While the hardness of the as-printed 316L is approximately 272 HV, the hardness was measured as approximately 245 HV after HT-1; after the HT-2 and HT-3 treatments, decrements of 19 and 27%, respectively, were obtained. It should be noted that the AM specimens have a much higher density of dislocation [32]. High dislocation concentration in the structure of 316L stainless steel is thought to be due to the enrichment of Mo which is displaced in the austenite lattice during rapid solidification [33]. This situation can block the migration of newly formed dislocations under external force and this led to a higher hardness [34]. Additionally, the residual stress resulting from the SLM process is expected to be much higher than that resulting from conventional manufacturing techniques due to the large thermal fluctuation during melting process [35]. These thermal stresses or phase transformations are considered the main reason of residual stress occurring during the SLM process [9]. The dislocations and residual stress at the structure can migrate and disappear under higher temperature. Consequently, the microhardness of specimens becomes much lower after high heat treatment temperatures. These results show good agreement with the results reported in the literature [28, 30]. It should be noted that after treatment under the HT-3 condition, the hardness of the SLM specimen decreased until it was equal to the hardness of wrought 316L stainless steel.

Microhardness of SLM as-built and heat-treated specimens
3.3 XRD
XRD of wrought, SLM manufactured, and SLM 316L specimens subjected to various heat treatment temperatures are shown in Fig. 6. The main peak with (111) texture of the SLM as-built specimen showed a high peak intensity compared with the heat-treated specimens. The intensities and texture of (111) and (200) peaks are shown in Table 3. The main peak intensities (111) of the heat-treated specimens are much lower than those of the as-built specimen peaks. There is a decrease of 19% in HT-1 and 67% in HT-3 compared with the as-built SLM manufactured specimen. The peak intensity (200) texture of the heat-treated specimens is much lower than that of the as-built specimen's peaks. There is a decrease of 34% in HT-1 and 40% in HT-3 compared with the as-built SLM manufactured specimen.

XRD patterns of SLM as-built, wrought, and heat-treated SLM specimens
Full-width at half-maximum (FWHM) method with Gaussian profile was used to calculate the width of peaks. The width of wrought specimen’s main peak in (111) texture was 12% greater than the peak width of as-built specimen. As-built specimen was subjected to various heat treatment temperature and consequently the width of peaks decreased due to the increased heat treatment temperature. This reduction was 5% after the HT-1 condition while it was 8% after the HT-3 condition.
Oxide structures occur in heat treatment applications of steels at high temperatures as no inert gas is used during heat treatment. These oxides are usually Cr2O3 and Fe2O3 [36]. This condition was observed in HT-3, which is the highest heat treatment temperature tested this study.
3.4 Porosity
Porosity is one of the most common problems encountered in the production of almost all metallic materials by AM, and this problem significantly affects the mechanical properties of the material. Many studies have been performed to eradicate this challenge encountered in the SLM process. In some of the studies, it was reported that this obstacle can be resolved by optimizing the SLM process parameters [21], while others noted that it can be overcome by applying post-process operations [6]. Although various types of pores were observed in the literature resulting from SLM operation [37, 38], two types of porosities namely the collapse of keyholes [39] and gas entrapment [40] are observed in the present work. Figure 7 depicts the gas- and process-induced porosities observed in the structure of the as-built specimen. The gases entrapped in the solidified material during the process and consequently result in porosity, whereas the process-induced porosity is ascribed to the lack of fusion. Obviously, the process-induced porosity is a result of irregular melting of the successive layers.

The porosities formed in the microstructure of SLM specimen
The porosity of the as-built specimen and its evolution after heat treatments are shown in Fig. 8. High porosity can be clearly seen in the as-built specimen compared with that in the HT-2 and HT-3 specimens. In the HT-1 condition, the porosity is almost the same as that of the as-built specimen. The porosity of the as-built specimen was measured as approximately 0.43% through an optical microscope examination. In the HT-1, HT-2, and HT-3 conditions, the porosity was measured as 0.38, 0.29, and 0.08%, respectively. It should be noted that these presented percentages for the specimens are determined by considering multiple locations from each specimen. Apparently, heat treatment substantially reduces the porosity. Besides, as the heat treatment temperature increases, the porosity of the specimen decreases further because of the highly homogenized structure of the specimen.

Porosity observed in the microstructure of as-built specimen (a); HT-1 specimen (600 °C) (b); HT-2 specimen (850 °C) (c); and HT-3 specimen (1100 °C) (d)
3.5 Wear behavior
In various applications, the wear resistance of stainless steel is one of the significant performance criteria considered by industries. Three-dimensional topography images of the wear traces taken by the optical microscope are displayed in Fig. 9.

3D wear topography images of SLM as-built, heat-treated, and wrought 316L specimens
Wear profiles obtained from 3D topography images are presented in Fig. 10. It was observed that the different heat treatments had different effect on the wear mechanism of the specimen. The wear depth of the as-built specimen was measured approximately as 52 μm. In the HT-1 condition, the wear depth increased by approximately 16% to 62 μm. The wear depth observed in the HT-2 condition was almost the same as the wear depth of the as-built specimen. In contrast, the HT-3 condition showed an increase in the wear resistance of the specimen and the wear depth was reduced by approximately 14% and was measured as about 45 μm. In the literature, the wear behavior of materials is generally known to be associated with hardness. It is known fact that increased hardness of material result in increased wear resistance of material. In this study, the wear behavior of the specimen shows results that are incompatible with this phenomenon. Although the specimen, subjected to HT-2, has much lower hardness value than as-built specimen, its wear resistance is more or less same with as-built specimen. Moreover, even though the hardness of specimen subjected to HT-3 is much lower than as-built and the specimen subjected to HT-2, it shows much higher wear resistance than as-built and specimen subjected to HT-2. The discrepancy between wear resistance and microhardness can be attributed to the change in porosity and is examined in detail below.

Wear profiles of as-built, HT-1 (600 °C), HT-2 (850 °C), HT-3 (1100 °C), and wrought 316L stainless steel
The sliding wear rates of the as-built, heat-treated, and wrought specimens are depicted in Fig. 11. The wear volume was calculated using Eq. 1, expressed as follows [41]:
where V, L, w, and r are the wear volume (mm3), the stroke length (mm), the width of the wear track (mm), and the radius of the carbide ball (mm), respectively.

Calculated wear rates for specimens
The wear rate is defined as follows [41]:
where k is the wear rate (mm3/Nmm) and N is the applied normal force (N).
As seen in Fig. 11, different heat treatments had different effects on the wear rate. The wear rate of the as-built specimen was approximately 6.4 mm3/Nmm; it increased by approximately 8% in the HT-1 condition but decreased by 5 and 14% in the post HT-2 and HT-3 conditions, respectively. In the HT-1 condition, the porosity of the specimen remained unchanged compared with that of the as-built specimen, but its microhardness decreased significantly. The increase in wear rate and wear depth can be attributed to the reduction in microhardness. The relatively unchanged porosity in the HT-1 condition clearly showed the effect of microhardness on the wear behavior.
After HT-2 and HT-3, the microhardness and porosity of the specimens decreased significantly compared with the as-built specimen. The influence of microhardness and porosity on the wear resistance of the specimens is apparent in the wear profile and the wear rate. When the wear rates and wear profiles were further examined closely, it was found that the effect of porosity on the wear behavior was more prominent than the effect of the microhardness. As the porosity values of the specimen increase, the ball is exposed to less contact area during the wear test, causing further wear of the material. In the literature, the relationship between wear behavior and porosity of 316L specimen fabricated by different building parameters was presented [21, 42]. These studies reported that the porosity value has a dominant effect on wear response of specimens [21, 42]. This present work provided evidence to support this argument as the wear resistance of specimen increased with reduced percentage of the porosity. Thus, it is important to focus more on porosity instead of hardness to correlate with wear resistance of SLM components.
4 Conclusions
This study presents the effect of various heat treatment temperatures on the microstructure, microhardness, and wear behavior of 316L stainless steel produced by selective laser melting. The results obtained were also compared with the results for wrought 316L stainless steel. The critical heat treatment temperature required to alter the microstructure of SLM 316L was found as 850 °C, at which the melt pool starts to disappear and a homogeneous microstructure can be generated. Both hardness and porosity were found to decrease with increasing heat treatment temperature. It was also observed that XRD characteristic including intensities and width of peaks is induced from the heat treatment temperature. This study demonstrated that the wear resistance of the SLM 316L is strongly affected by porosity, rather than by hardness. Thus, the main focus point in fabricating the metal component by the SLM process should be the reduction in porosity if wear resistance is the major concern. Although heat treatment augments the wear resistance of the as-built 316L structures, the net effect on porosity can be better controlled first by the intrinsic SLM processing parameters and later by heat treatment at a higher temperature, as observed in this study, to obtain a better impact on the wear resistance.
Change history
13 March 2020
μ was typing mistake in Eq. 1. The correct symbol in Eq. 1 should be π.
References
Wong KV, Hernandez A (2012) A review of additive manufacturing, ISRN mechanical engineering, 2012
Kranz J, Herzog D, Emmelmann C (2015) Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J Laser Appl 27:S14001
Karunakaran K, Suryakumar S, Pushpa V, Akula S (2010) Low cost integration of additive and subtractive processes for hybrid layered manufacturing. Robot Comput Integr Manuf 26:490–499
Gibson I, Rosen DW, Stucker B (2014) Additive manufacturing technologies. Springer
Rännar L-E, Glad A, Gustafson C-G (2007) Efficient cooling with tool inserts manufactured by electron beam melting. Rapid Prototyp J 13:128–135
Kaynak Y, Kitay O (2018) Porosity, surface quality, microhardness and microstructure of selective laser melted 316L stainless steel resulting from finish machining. J Manuf Mater Process 2:36
Riemer A, Leuders S, Thöne M, Richard H, Tröster T, Niendorf T (2014) On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng Fract Mech 120:15–25
Yakout M, Cadamuro A, Elbestawi M, Veldhuis SC (2017) The selection of process parameters in additive manufacturing for aerospace alloys. Int J Adv Manuf Technol 92:2081–2098
Yakout M, Elbestawi M, Veldhuis SC (2018) On the characterization of stainless steel 316L parts produced by selective laser melting. Int J Adv Manuf Technol 95:1953–1974
DebRoy T, Wei H, Zuback J, Mukherjee T, Elmer J, Milewski J, Beese AM, Wilson-Heid A, De A, Zhang W (2018) Additive manufacturing of metallic components–process, structure and properties. Prog Mater Sci 92:112–224
Su X, Yang Y (2012) Research on track overlapping during selective laser melting of powders. J Mater Process Technol 212:2074–2079
Brinksmeier E, Levy G, Meyer D, Spierings A (2010) Surface integrity of selective-laser-melted components. CIRP Ann 59:601–606
Bourell D, Kruth JP, Leu M, Levy G, Rosen D, Beese AM, Clare A (2017) Materials for additive manufacturing. CIRP Ann 66:659–681
Vrancken B, Thijs L, Kruth J-P, Van Humbeeck J (2012) Heat treatment of Ti6Al4V produced by selective laser melting: microstructure and mechanical properties. J Alloys Compd 541:177–185
Zhang D, Niu W, Cao X, Liu Z (2015) Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater Sci Eng A 644:32–40
Kim US, Park JW (2019) High-quality surface finishing of industrial three-dimensional metal additive manufacturing using electrochemical polishing. Int J Precis Eng Manuf-Green Technol:1–11
Zhihao F, Libin L, Longfei C, Yingchun G (2018) Laser polishing of additive manufactured Superalloy. Procedia CIRP 71:150–154
AlMangour B, Yang J-M (2016) Improving the surface quality and mechanical properties by shot-peening of 17-4 stainless steel fabricated by additive manufacturing. Mater Des 110:914–924
Yu H, Li F, Wang Z, Zeng X (2019) Fatigue performances of selective laser melted Ti-6Al-4V alloy: influence of surface finishing, hot isostatic pressing and heat treatments. Int J Fatigue 120:175–183
Leuders S, Thöne M, Riemer A, Niendorf T, Tröster T, Richard H, Maier H (2013) On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: fatigue resistance and crack growth performance. Int J Fatigue 48:300–307
Sun Y, Moroz A, Alrbaey K (2014) Sliding wear characteristics and corrosion behaviour of selective laser melted 316L stainless steel. J Mater Eng Perform 23:518–526
Li R, Shi Y, Wang Z, Wang L, Liu J, Jiang W (2010) Densification behavior of gas and water atomized 316L stainless steel powder during selective laser melting. Appl Surf Sci 256:4350–4356
Li R, Liu J, Shi Y, Du M, Xie Z (2010) 316L stainless steel with gradient porosity fabricated by selective laser melting. J Mater Eng Perform 19:666–671
Sheet RD (2018) SS 316L-0407 powder for additive manufacturing. Renishaw website:1–2
Yakout M, Elbestawi M, Veldhuis SC (2019) Density and mechanical properties in selective laser melting of invar 36 and stainless steel 316L. J Mater Process Technol 266:397–420
Yakout M, Elbestawi M, Veldhuis SC (2018) A study of thermal expansion coefficients and microstructure during selective laser melting of invar 36 and stainless steel 316L. Addit Manuf 24:405–418
Kong D, Ni X, Dong C, Zhang L, Man C, Yao J, Xiao K, Li X (2018) Heat treatment effect on the microstructure and corrosion behavior of 316L stainless steel fabricated by selective laser melting for proton exchange membrane fuel cells. Electrochim Acta 276:293–303
Montero Sistiaga M, Nardone S, Hautfenne C, Van Humbeeck J (2016) Effect of heat treatment of 316L stainless steel produced by selective laser melting (SLM). In: Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium-An Additive Manufacturing Conference, pp 558–565
Kaynak Y, Kitay O (2019) The effect of post-processing operations on surface characteristics of 316L stainless steel produced by selective laser melting. Addit Manuf 26:84–93
Kamariah M, Harun W, Khalil N, Ahmad F, Ismail M, Sharif S (2017) Effect of heat treatment on mechanical properties and microstructure of selective laser melting 316L stainless steel. In: IOP Conference Series: Materials Science and Engineering. IOP Publishing, p 012021
Mokhtar M (1982) The effect of hardness on the frictional behaviour of metals. Wear 78:297–304
Tucho WM, Cuvillier P, Sjolyst-Kverneland A, Hansen V (2017) Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater Sci Eng A 689:220–232
Saeidi K, Gao X, Zhong Y, Shen ZJ (2015) Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater Sci Eng A 625:221–229
Suryawanshi J, Prashanth K, Ramamurty U (2017) Mechanical behavior of selective laser melted 316L stainless steel. Mater Sci Eng A 696:113–121
Shiomi M, Osakada K, Nakamura K, Yamashita T, Abe F (2004) Residual stress within metallic model made by selective laser melting process. CIRP Ann 53:195–198
S. Molin, M. Gazda, B. Kusz, P. Jasinski, Net shape processed electrolyte on 316L porous metal supported SOFC, (2017)
Galy C, Le Guen E, Lacoste E, Arvieu C (2018) Main defects observed in aluminum alloy parts produced by SLM: from causes to consequences. Addit Manuf 22:165–175
Yusuf S, Chen Y, Boardman R, Yang S, Gao N (2017) Investigation on porosity and microhardness of 316L stainless steel fabricated by selective laser melting. Metals 7:64
Thijs L, Kempen K, Kruth J-P, Van Humbeeck J (2013) Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater 61:1809–1819
Vilaro T, Colin C, Bartout J-D (2011) As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall Mater Trans A 42:3190–3199
Sharma S, Sangal S, Mondal K (2013) On the optical microscopic method for the determination of ball-on-flat surface linearly reciprocating sliding wear volume. Wear 300:82–89
Li H, Ramezani M, Li M, Ma C, Wang J (2018) Effect of process parameters on tribological performance of 316L stainless steel parts fabricated by selective laser melting. Manuf Lett 16:36–39
Acknowledgments
The authors acknowledge Renishaw Turkey for providing all specimens used in this study.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original version of this article was revised: μ was typing mistake in Equation 1. The correct symbol in Equation 1 should be π.
Rights and permissions
About this article

Cite this article
Tascioglu, E., Karabulut, Y. & Kaynak, Y. Influence of heat treatment temperature on the microstructural, mechanical, and wear behavior of 316L stainless steel fabricated by laser powder bed additive manufacturing. Int J Adv Manuf Technol 107, 1947–1956 (2020). https://doi.org/10.1007/s00170-020-04972-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-04972-0